
吸塑盒注射成型过程的重要条件包括影响塑化流动和冷却的温度、压力和相应的作用时间。可以说,准确稳定的工艺参数是保证塑件质量合格稳定的必要条件。调整工艺参数时,原则上应按压力-时间-温度的顺序进行调整,两个或两个以上的参数不能同时改变,以免工艺条件混乱造成塑件质量不稳定。

吸塑盒注射成型的主要工艺参数如下:
(1)桶温
熔化温度非常重要,所用的射缸温度只是指导。熔体温度可在喷嘴处或通过空气喷射法测量。射出缸的温度设定取决于熔体温度、螺杆速度、背压、射出量和注射周期。如果你没有加工特定等级塑料的经验,你应该从zuidi的设置开始。为了便于控制,拍摄缸被分成几个区域,但不是所有的区域都被设置为相同的温度。如果长时间运行或在高温下运行,diyi区的温度应设置为较低的值,这将防止塑料过早熔化和分流。吸塑盒注射成型前,确保液压油、料斗密封器、模具和射出缸处于正确的温度。通常,料筒的温度从后向前逐渐升高,以便均匀塑化。
(2)熔体温度
熔体温度在熔体流动性中起主要作用。塑料没有特定的熔点。所谓的熔点是熔融状态的温度区间。塑料分子链的结构和组成不同,对其流动性有不同的影响。刚性分子链受温度影响明显,如聚碳酸酯和聚苯硫醚,而柔性分子链如聚酰胺、聚丙烯和聚乙烯受温度影响不明显。因此,应根据不同材料调整合理的注射温度。
(3)模具温度
一些塑料材料由于结晶温度高和结晶速度慢而需要较高的模具温度,而另一些塑料材料由于控制尺寸和变形或脱模而需要较高的温度或较低的温度。例如,聚碳酸酯通常需要超过60,而聚苯硫醚有时需要超过160,以获得更好的外观和gaishan流动性。因此,模具温度在gaishan产品外观、变形、尺寸和模具方面起着重要作用。在模具设计和成型工程中,不仅要保持合适的温度,还要使其均匀分布,这一点很重要。不均匀的模具温度分布会导致不均匀的收缩和内应力,从而使成型产品容易变形和翘曲。
模具温度会影响模具型腔中塑料的硬化速度。如果过低,会使填充变得困难,并且在没有适当收缩(或再结晶)的情况下硬化,这将使模制产品具有更多的填充和热应力残余;如果温度过高,会出现毛刺,需要更长的冷却时间。模具温度对塑料零件的内部性能和性能质量有很大影响,对表面要求较高的塑料零件需要模具温度。
(4)注射压力
熔体克服前进所需的阻力,阻力直接影响产品的尺寸、重量和变形。不同的塑料产品需要不同的注射压力。对于聚酰胺和聚丙烯等材料,增加压力将xianzhugaishan其流动性,注射压力决定了产品的密度,即外观光泽度。它没有固定值,而且填充模具越困难,注射压力就越高。注射压力的设定主要是控制油压,使其足以推动螺杆达到设定的注射速度要求。因为每种塑料的特性不同,流动的难度也不同,同样的材料粘度会随着不同的熔融温度而变化。不同的产品、模具设计和模具温度会改变材料流动引起的阻力。为了在不同条件下保持相同的注射速度,有必要改变注射压力以克服由熔体流动引起的阻力。注射压力不同于保持压力,注射压力主要影响填充阶段,而保持压力影响冷却阶段。对于流动性差的塑料,注射压力应取大值,对于空腔阻力大的薄壁橡胶,注射硬度也应取zuida值。

(5)弹射速度
注射速度的设定是流动过程中zuizhongyao的条件,它控制着熔体充型的时间和流动方式。注射速度的调整是否正确对产品的外观质量有jeudui的控制。
设定注射速度的基本原则是,当塑料在模腔内流动时,它会根据其流动形成的截面尺寸而上升和下降,并遵循慢快慢的程序,并尽量快(确认外观是否有缺陷)。
通过调整每单位时间供应到喷油缸的油量来实现喷油速度。一般来说,尽可能使用高注射速度(不产生fuzuoyong),以保证塑料件的焊接强度和外观质量,而相对较低的压力也降低了塑料件的内应力,提高了强度。采用高压低速喂料可以使流量稳定,剪切速度小,塑件尺寸稳定,避免收缩缺陷。
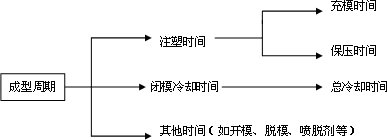
(6)时间参数(成型周期)
注射时间和冷却时间是zui基本的组成部分,它们的长度对注塑制品的质量有决定性的影响。充模时间一般小于10秒。保持时间长,这与橡胶部件的壁厚有关(壁厚被视为长时间),以确保zuixiao间取决于塑料的结晶度、产品的材料厚度、模具温度等因素。并可根据具体情况进行调整。成型周期如下。

服务热线:
0510-86528222

联系电话:
13621532228
公司地址:
江阴市霞客镇马镇北环路10号
江阴市硕信包装科技有限公司版权所有 ALL RIGHT RESERVED 技术支持:无锡首宸 苏ICP备19024695号-1 网站地图
LINKS: 防爆灯具



 首页
首页